在制造业现场,生产线效率往往并不只是由设备节拍决定,而是被返工、误判、停线确认和售后质量问题不断拉低。其中,噪声与异音问题尤为典型:它们出现频率高、主观性强、复现困难,却又极易引发客户投诉和内部质量争议。很多企业在“声音问题”上消耗了大量人力和时间,却并没有真正提升效率。实际上,当噪声与异音检测被工程化、自动化并系统性地嵌入生产线后,它不仅是质量控制手段,更是一种直接提升生产线运行效率的工具。

首先,噪声与异音检测能够显著减少人工听检带来的效率损失。传统人工听检高度依赖经验,判断结果容易因人员、班次和环境变化而波动。一旦出现争议,往往需要反复复测、复听,甚至拆解验证,这些“非生产动作”会直接拖慢节拍,打断生产节奏。通过引入基于声学与振动信号的自动化噪声与异音检测系统,检测过程可以在固定时间窗口内完成,判定逻辑统一,OK/NG 结果即时输出,从根本上减少人为判断的不确定性和反复确认的时间成本。对中高速产线而言,这种一次性、可重复的判定方式,往往比单纯压缩工位节拍更能有效提升整体效率。
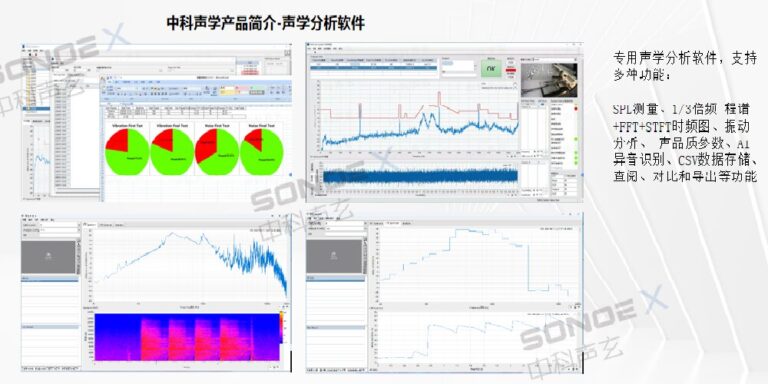
其次,工程化的噪声与异音检测可以有效降低误报和漏检,从而减少返工和停线。只依赖 dB(A) 等单一噪声指标,或仅凭人工听感,常常会出现两种极端情况:一是环境噪声或工况轻微波动导致误判 NG,引发不必要的返工;二是结构性异音被忽略,在后续工序或客户端集中暴露,最终导致批量返修甚至停线。通过结合频谱分析、时频分析、阶次分析以及必要的声品质指标,噪声与异音检测能够更精准地区分“与质量无关的噪声波动”和“真正的异音风险”,让判定更聚焦于问题本身。误报减少,返工自然下降;漏检降低,后续被动停线和售后介入的概率也随之降低,生产线运行更加连续稳定。
通过集成 MES(制造执行系统) 与噪声检测系统,生产线上的设备可以实现自动化反馈,确保生产过程中的每一环节都处于最佳状态,从而大幅提升生产效率和产品一致性。同时,边缘计算和本地判定的引入,使检测结果无需等待人工或远程处理即可即时反馈给产线设备,实现真正的“边生产、边判定”。这样,质量控制不再成为生产瓶颈,而是与产线节奏自然融合。
此外,从更长周期来看,噪声与异音检测还能减少售后问题对生产线的反向干扰。异音一旦流入市场,往往需要停线排查历史批次、反复复测样品,甚至返修或召回,这些都会严重打乱正常生产计划。通过在产线阶段就将异音风险有效拦截,并保留完整的检测数据和判定依据,企业不仅可以显著降低售后发生率,也能在出现争议时快速界定问题范围,避免大规模停线和无效排查。
综合来看,通过噪声与异音检测提升生产线效率,并不是“多加一道检测工序”,而是减少一系列无效动作:减少人工反复听检,减少误报带来的返工,减少漏检引发的后续停线,减少问题定位和责任界定的时间成本。当噪声与异音检测从零散的人工手段,升级为稳定、自动化、可追溯的工程系统时,它就不再只是质量部门的工具,而成为支撑生产线高效、稳定运行的重要组成部分。